ᘌ�(du��)LED���l�ξߡ��X�Ͻ��ξ�CNC�ӹ����������nj��I(y��)�O(sh��)Ӌ(j��)������ע�����(xi��ng)�Ŀ��Y(ji��)��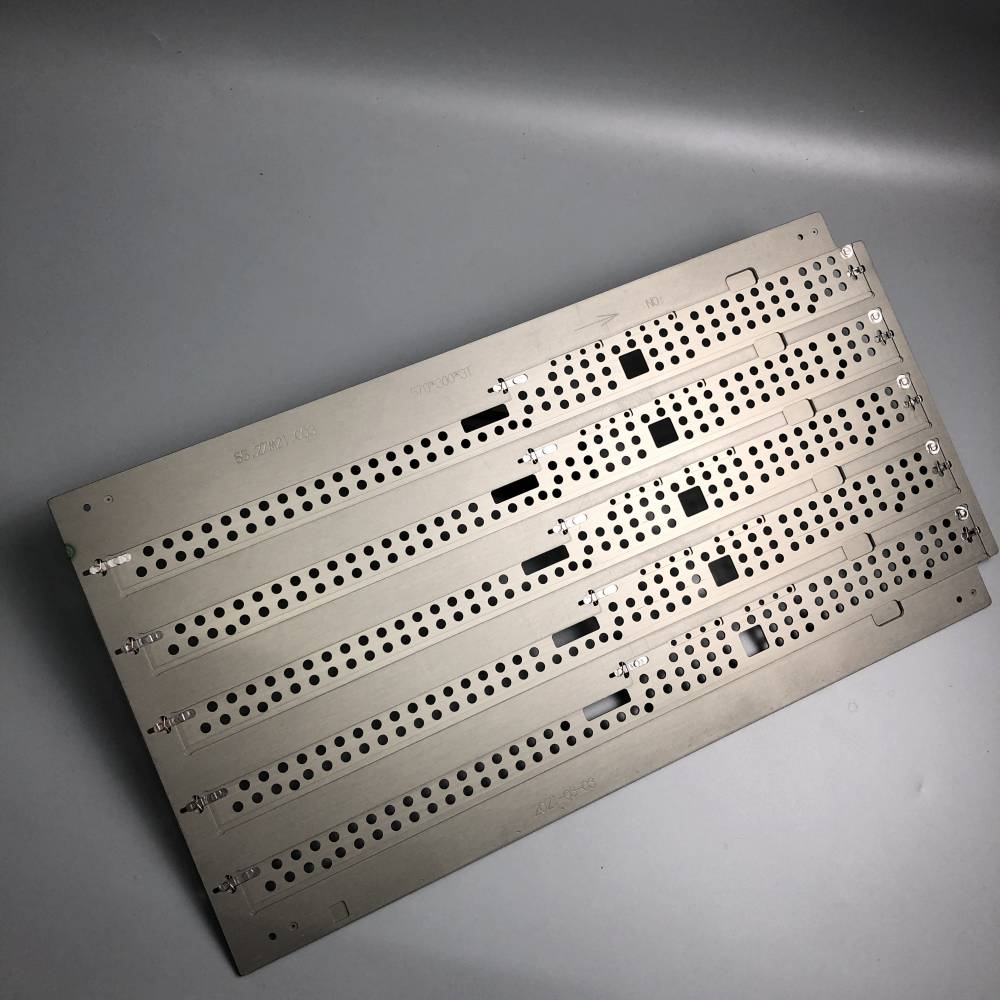

�ӹ�LED���l�ξ��X�Ͻ��ξ�CNC�ξ� LED������l�����ξ�
��(sh��)��������
�r(ji��)��Ԫ/����
- �l(f��)���r(sh��)�g��[2025-08-10 19:46]
- �a(ch��n)�أ��V�|>�|ݸ��>�S��
- ��˾���Q���|ݸ��·����ӿƼ�����˾
- (li��n)ϵ�ˣ��xС��
Ԕ��(x��)��Ϣ�ӹ�LED���l�ξ��X�Ͻ��ξ�CNC�ξ� LED������l�����ξ�
(li��n)ϵ��ʽ
�|ݸ��·����ӿƼ�����˾
�x��
- � Ԓ��0769-88762922
- �� �C(j��)��13929229847
- �� �棺0769-88762922
- �] ����523750
- �� ַ���V�|ʡ�|ݸ�д����(zh��n)����·666̖(h��o)2��304
- �] �䣺ludengsmt@vip.163.com
- �W(w��ng) ַ��http://www.ld-zhiju.com
�a(ch��n)Ʒ����>>
-

�����h
-
�����h
-
�����h
-
�����h
���P(gu��n)�a(ch��n)Ʒ
�a(ch��n)Ʒ����
�a(ch��n)Ʒ��
(li��n)ϵ��ʽ
���P(gu��n)��������>>
- �ϳ�ʯSMTԪ���̶��ξ�SMT�NƬӡˢ�бP�^
- LED���b�����ϱPICоƬ�бPSMT����ϱP
- ���y(t��ng)��ˇ�ľ����������� ��2025���������
- ⁺Ͻ�SMTӡˢ�ξ���ӽM�b�бPSMT�g���N
- SMT���늄�(d��ng)���c(di��n)���ξ߸����NƬ�Ͻ��ξ�
- SMTӡˢ䓾W(w��ng)�ξߜyԇ������ξ�LCD�yԇ��
- ���w�^�����ֺ��ξ�PCB�ֽ��a�^�t�бP�ξ�
- �X�Ͻ�·�������ξ��֙C(j��)���ܙz�y�ξ߱����ξ�
- icоƬ���b�������ξ����Ԫ���M�b���o��ξ�
- PCBA������Ϳ���ξ�ӡˢ�·���ξ���X����